一、墊片安裝前的準備
墊片屬于易損件,在閥門中它與填料是更換量最大、最頻繁的零件。墊片選擇和安裝質量是直接關系靜密封點是否“跑冒滴漏”,能否保證安全的大問題。
1.墊片尺寸的確定
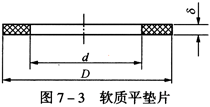
墊片尺寸可按JB 1718—75標準執行(適用于灰鑄鐵和可鍛鑄鐵閥門的閥門體和閥門蓋連接處)。墊片形式如圖7—3所示,其尺寸見表7—4。在實際工作中,對于非標準墊片或現場現制的墊片,可按原墊片制作或在閥門上測量尺寸。其墊片內外徑尺寸,光滑面法蘭用墊片的內徑比實際直徑大些,墊片的外徑基本與光滑面外圓一致,如果考慮定位不便,可將墊片的外徑加大至螺栓內側,以螺栓定位。墊片的寬度選定,一般在使用材料的正常比壓下,試壓不漏就可以了,不宜過寬,墊片過寬施加很大的壓緊力,還會密封不嚴;也不宜過窄,墊片過窄容易泄漏,壓緊力過大后,還會損壞墊片。
| d | D | δ | d | D | δ | ||||
| 尺寸 | 偏差 | 尺寸 | 偏差 | 尺寸 | 偏差 | 尺寸 | 偏差 | ||
| 18 | +0.5 | 26 | -0.5 | 1.5 | 68 | 0.5 | 82 | -0.5 | 1.5 |
| 20 | 28 | 70 | 85 | 2 | |||||
| 22 | 30 | 75 | 90 | ||||||
| 24 | 32 | 85 | 100 | ||||||
| 27 | 35 | 90 | 110 | ||||||
| 30 | 38 | 95 | 115 | -1.0 | |||||
| 33 | 43 | 105 | 125 | ||||||
| 36 | 46 | 110 | 130 | ||||||
| 39 | 50 | 115 | 135 | ||||||
| 42 | 52 | 130 | 150 | ||||||
| 45 | 58 | 135 | 155 | ||||||
| 52 | 65 | 140 | 160 | ||||||
| 56 | 70 | 160 | 190 | ||||||
| 60 | 75 | 185 | 215 | 3 | |||||
2.平行墊的制作
將板材制作成墊片的方法很多,大致可分為鏨制、鋸制、剪制、切制、沖制、車制等。
(1)鏨制墊片。鏨制墊片
適用于現場制作。鏨制工具與一般鉗工用的鏨子不同,它是用薄的工具鋼和廢舊鋸條制成,有平鏨刀、曲鏨刀等,其形狀如圖7—4所示。刃口夾角為15°~300°。
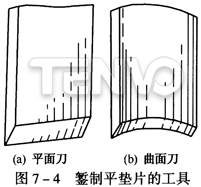
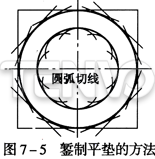
圖7—5是鏨制方法。先用圓規按尺寸在板材上劃線,用剪板機或平鏨刀先下料成方塊,再用曲面鏨刀沿內圓線鏨制內圓,一般沿內圓線鏨制二周即可。接著鏨制外圓,外圓用平鏨刀切割,一般沿外圓線鏨制兩周即可。最后用平銼修整外圓,用半圓銼修整內圓。鏨制過程中,板材應放在硬木板上進行,鏨刀與板材保持垂直,鏨切線過渡自然,墊片表面不允許有任何刀痕、扯撕、錘擊痕跡,邊沿應光滑,無毛刺、缺邊等缺陷。有徑向裂紋的墊片不允許使用。
(2)鋸制墊片。使用手工鋸按圖7—5的加工線鋸割墊片外圓。對石棉板進行圖7—5鏨制平墊的前去鋸制時,要特別注意鋸口周圍“起毛”而影響墊片加工質量,解決辦法鋸割速度適當,反裝細齒鋸條進行加工。
(3)剪制墊片。剪制墊片有手工、機械加工兩種。手工是用剪刀加工墊片,剪制的板材一般為石棉板、橡膠、塑料等。剪制方法如圖7—6所示。圖7—6中(a)是正確方法,便于目視檢查,保證質量;圖7—6中(b)是錯誤方法,在加工過程中無法用目視的方法檢查。

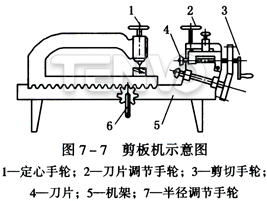
機械加工墊片的工具有電動剪板工具和剪板機。剪板機如圖7—7所示。它特別適用剪切較大的墊片。對于油庫來說,墊片用量不是很大,沒有必要購置機械加工用電動剪板工具和剪板機。
(4)切制墊片。切制墊片常用的切墊片器,如圖7—8所示。它使用方便,效率高,質量好,適于切制厚度1~4mm,直徑15mm以上的墊片。油庫可以自行加工制造切制器。
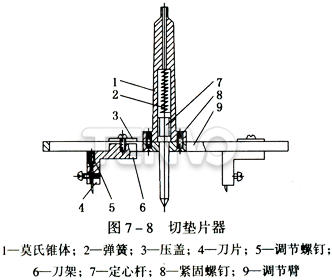
切制器的構造及工作原理。莫氏錐體與鉆床主軸配用,錐體中間裝有彈簧和定心桿,定心桿的尖端用于墊片的圓心定位,錐體頂部有泄氣孔,以消除定心桿的阻滯現象。調節臂兩端中間開有長形槽,能使刀架左右滑動,使刀片到定心桿尖端的距離等于墊片內圓或外圓的半徑。兩個刀架可以在調節臂的長形槽中調換1800的位置,松開或緊固壓蓋上的螺釘可使刀架移動或固定。刀片插入刀架上的扁形孔并用螺釘固定,刀架和刀片上方的調節螺釘可調整刀片的上下或長短。兩只刀片可用廢舊鋸條制成,切制墊片外圓的刀片刃口朝外,切制墊片內圓的刀片刃口朝內。兩刀片應為等高,或者切內圓刀片略高于外圓刀片。這樣,切制墊片時可同時切斷其內外圓,或者內圓比外圓早切斷。如果墊片的外圓比內圓早切斷,墊片不能用手固定,內圓刀片會帶動墊片旋轉而切不斷。
切制墊片時,將切墊片器裝在鉆床主軸上,工作臺上墊一塊硬木板,表面應平整并與切墊片器的定心軸垂直,按墊片尺寸調節兩刀片至定心桿尖的距離,然后試轉,檢查尺寸是否正確,確定無誤后再正式切斷墊片。刀片伸出長度約超出墊片的厚度,伸出太長會使刀片折斷。切制墊片適于大塊板料,否則將操作不便和不安全。切制后的余料,還可用釘子釘在或卡具固定在木板上再切制較小的墊片。
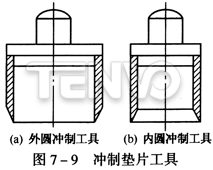
(5)沖制墊片。沖制平墊分手工和機械兩種。機械沖制是用加工墊片的專用模具在沖壓機床上沖制,生產效率高、質量好,但需要專用模具,適用大批量的生產。
手工沖制墊片是利用圖7—9工具進行沖制。沖制工具用工具鋼制成,刀口硬度高且刀口夾角要小而鋒利。手式沖制工具油庫可以自行制造。
(6)車床車墊片。用車床進行加工平墊片的方法分為內夾緊法、頂壓緊法、外夾緊法、內外夾緊法等。車床加工的墊片質量好,可加工金屬墊片、非金屬墊片、套料墊片,并節約板材。
圖7一10是內夾緊法。加工一根帶有肩臺、安裝墊料的軸、一塊擋板、一塊夾板和鎖緊螺母。將帶肩臺的一端夾在卡盤上,肩臺處放置一塊擋板,將方塊墊料套在軸上,上好夾板,擰緊螺母即可。加工時應先車外圓,后車內圓。這種內夾緊方法簡單易行。
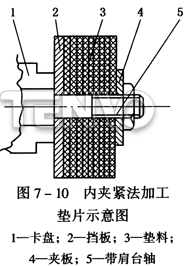
圖7一11是頂壓夾緊法。加工一根帶有肩臺、安裝墊料的軸和頂蓋。將帶肩臺的一端夾在卡盤上,將方塊墊料套在軸上,用車床尾架上的活頂針把頂蓋壓緊,向墊料施加壓力。當頂緊、鎖好尾架頂針即可加工。此法夾持的墊料不宜太多,否則,頂壓不緊而造成車削時的墊片打滑。
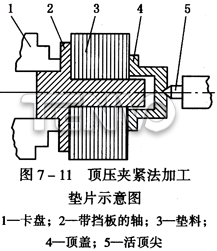
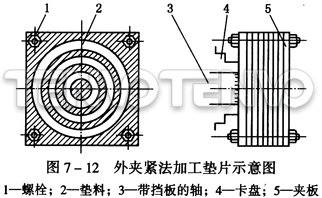
圖7—12是外夾緊法。用管子加工一根夾緊墊料的軸和兩塊擋板,在軸部端垂直焊接一塊擋板,擋板的四角鉆孔。加工前,先用四只螺栓把擋板,墊料和夾板一起夾緊,將帶擋板軸夾在車床卡盤上,用車刀從內向外套車墊片,加工墊片的規格從小到大。外夾緊法比較麻煩,但加工過程中墊料不會滑動,適用加工大的墊片。
天沃-電動調節閥門,與您資料共享!




















